
")
")
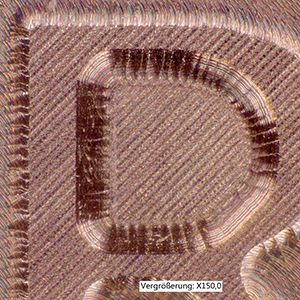
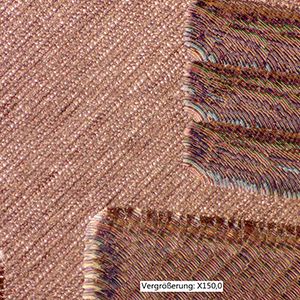
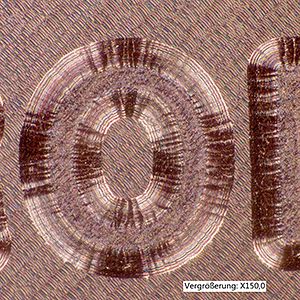
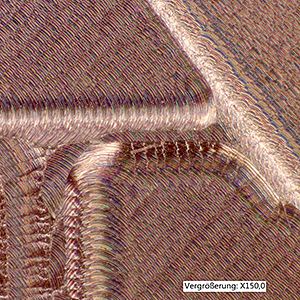
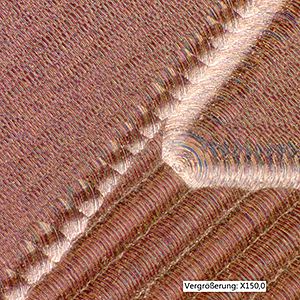
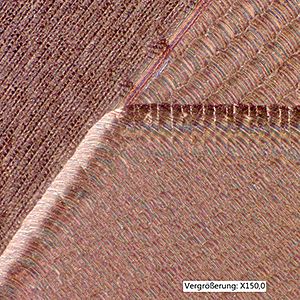
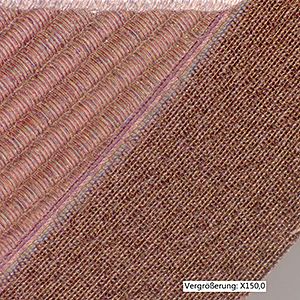
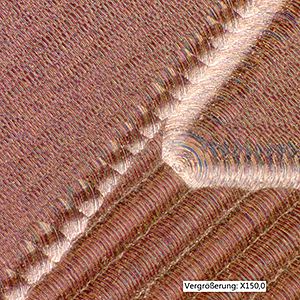
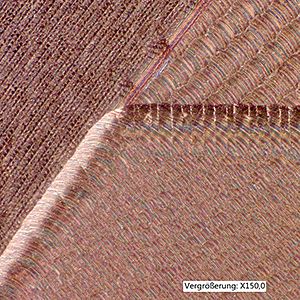
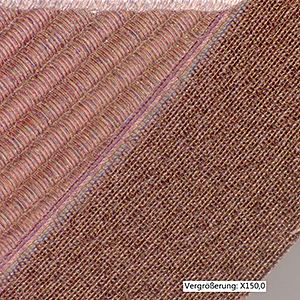
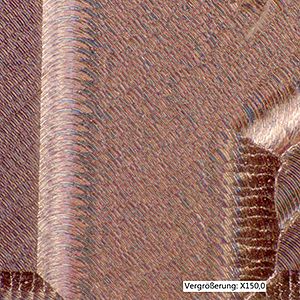
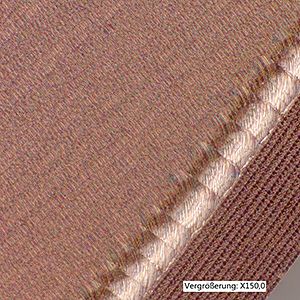
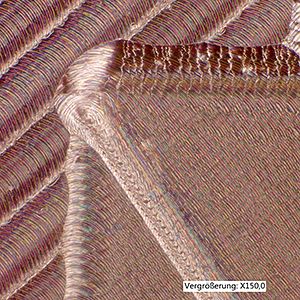
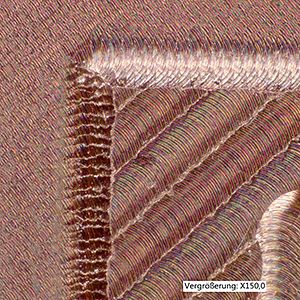
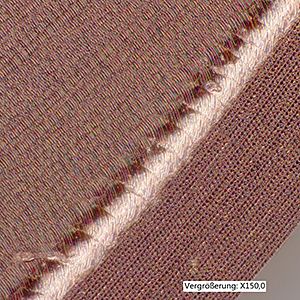
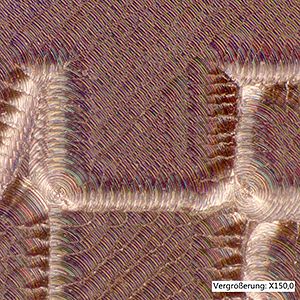
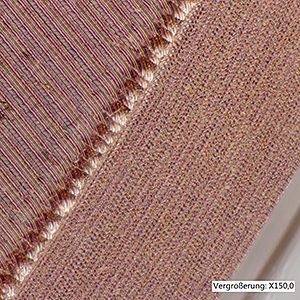
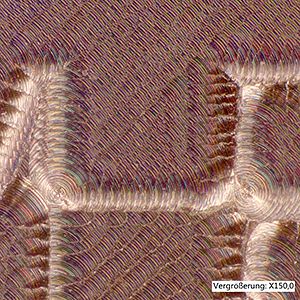
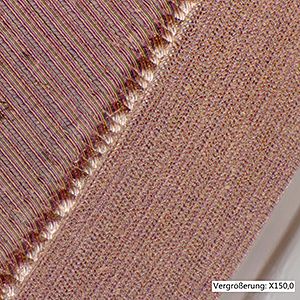
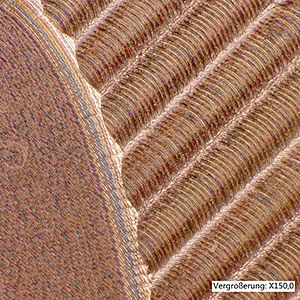
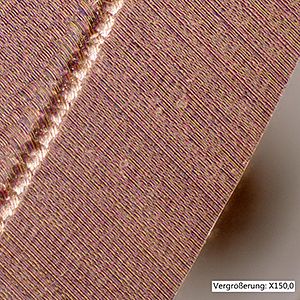
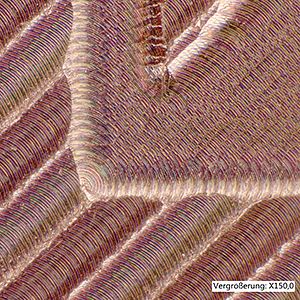
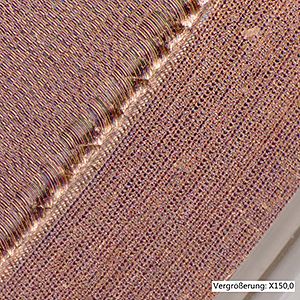
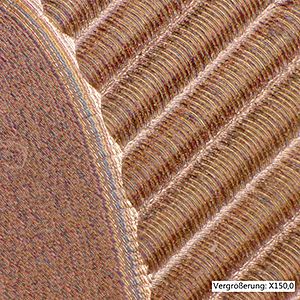
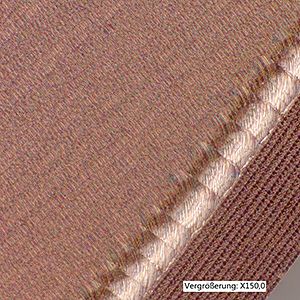
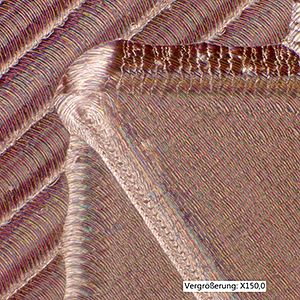
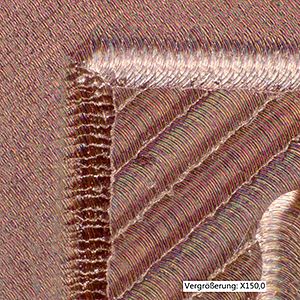
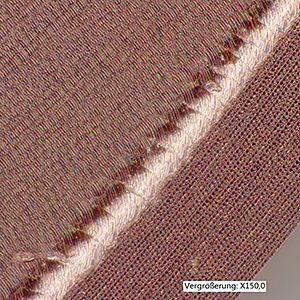
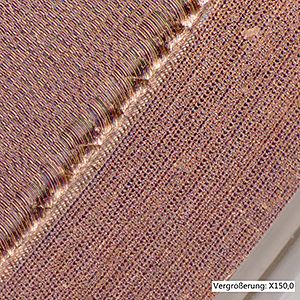
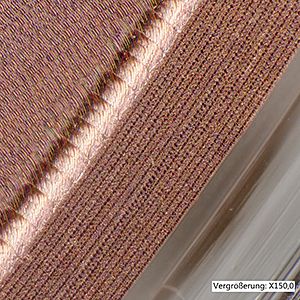
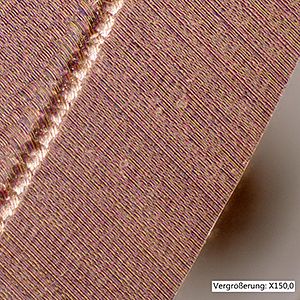
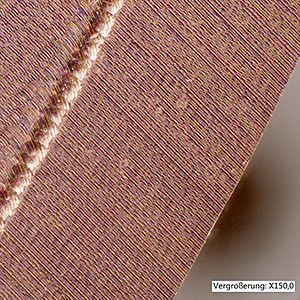
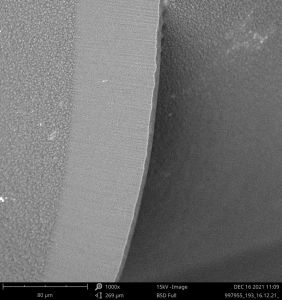
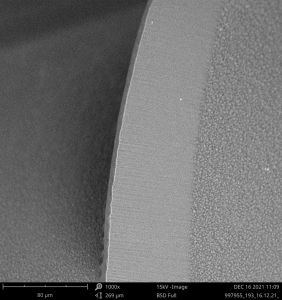
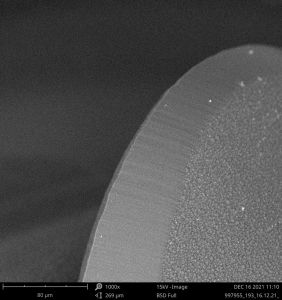
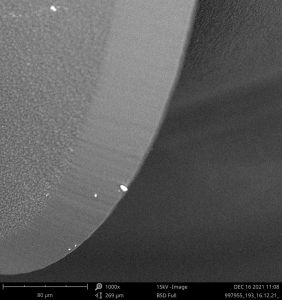
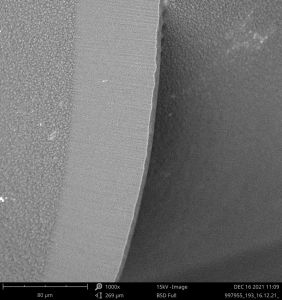
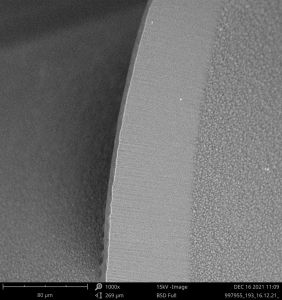
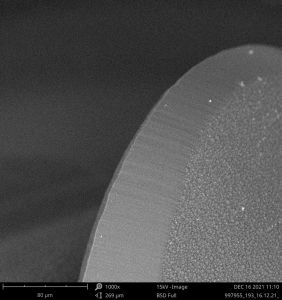
Jetzt den Unterschied des eingesetzten IGUANA-Werkzeugs vor und nach dem Live Fräsevent entdecken. Dafür wurde das Werkzeug bereits vor Beginn sowie am Ende der Fräszeit detailliert vermessen und die Ergebnisse protokolliert: Links einmal die Ergebnisse des IGUANA-Fräsers bei einer Laufzeit von 0 Stunden und rechts der Vergleich nach unglaublichen 641 Stunden und einer zurückgelegten Fräsbahn von über 27 Kilometer.
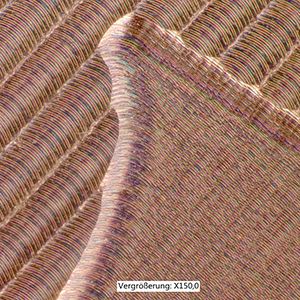
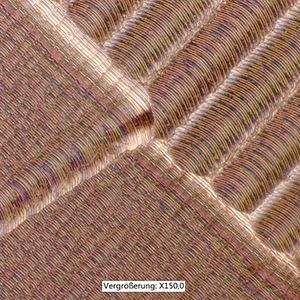
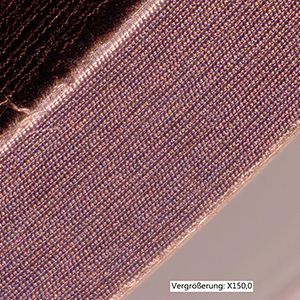
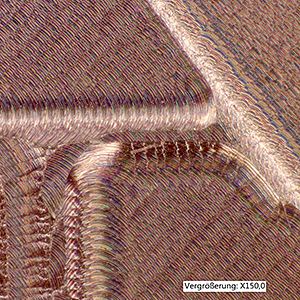
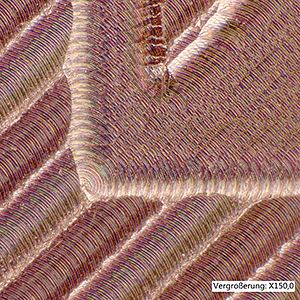
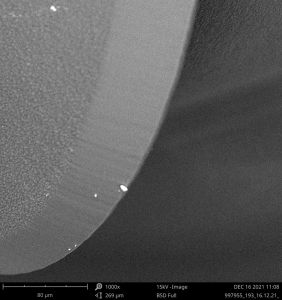
Nach dem Werkzeugeinsatz weist das Werkzeug weder Verschleiß noch eine relevante Formveränderung auf. Die Oberflächenmessungen spiegeln dabei die programmierte Rauheit von Ra 0,25 innerhalb der Mess- und Fertigungstoleranz wider. Anhand der Oberflächen-Optik ist zu sehen, dass die Verfahrbewegungen der Maschine sehr genau sind. Trotz der Werkzeuggröße (Ø 1 mm) wurde die Kontur sehr präzise und ohne Gratbildung an den Konturübergängen eingearbeitet, was zusätzlich für die Wiederholgenauigkeit der Maschine spricht.
IGUANA-Fräser unterliegen in der Fertigung bei der Rundlaufgenauigkeit einem Toleranzbereich von < 0,002 mm. Zwar hat der eingesetzte IGUANA-Fräser herstellungsbedingt eine minimale Formabweichung im Zentrum, befindet sich jedoch sowohl vor als auch nach dem Event im Toleranzbereich und weist somit keinerlei Verschleiß auf.
Weitere Messergebnisse sind im Booklet zu finden.

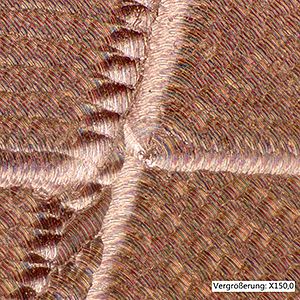
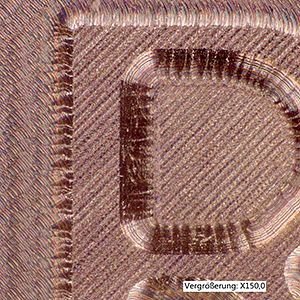
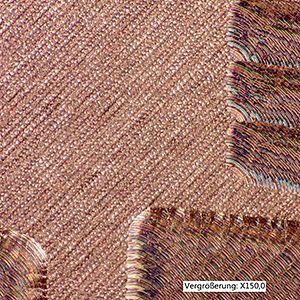
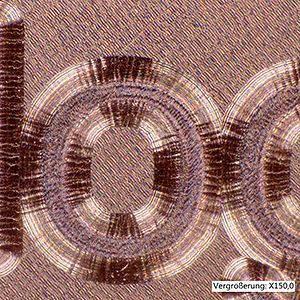
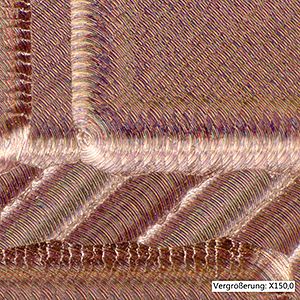
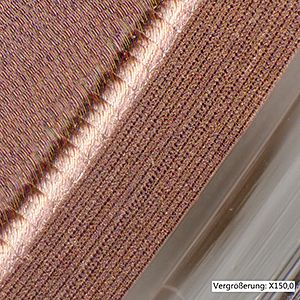
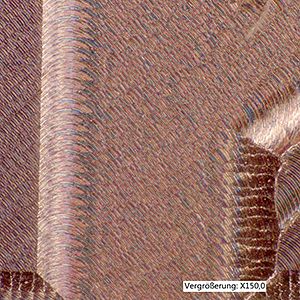
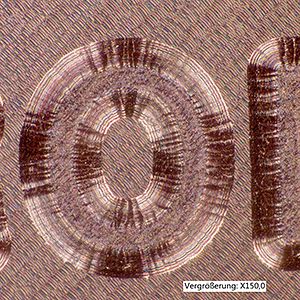
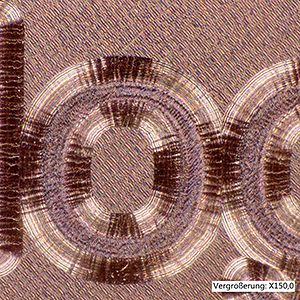
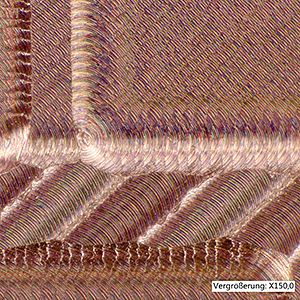
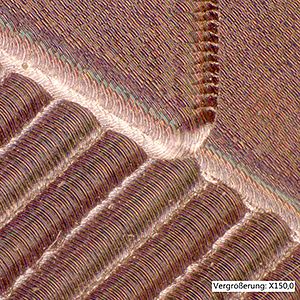
Die nachfolgende Übersicht führt jede einzelne Medaille in chronologischer Reihenfolge auf, welche während der IGUANA MILLING CHALLENGE live gefräst wurde. Zu jeder Medaille sind neben Mikroskop-Aufnahmen die entsprechenden Oberflächenmessungen sowie Werkzeugtestberichte verfügbar.
Bei der Elektrodenfertigung liegen gängige Oberflächenqualitäten bei N5-N7. Die während des Live-Events erzielten feingeschlichteten Werkstückoberflächen mit Ra < 0,3 (N4-N5) sind somit besser als die auf dem Markt geforderten Qualitäten. Noch feinere Qualitätsstufen (N1-N3) mit Ra < 0,1 zählen als Spiegeloberfläche und kommen in der Kupferbearbeitung nur äußerst selten zum Einsatz.