
")
")

The production of injection molds for medical technology is increasingly in focus due to the current situation. Globally, the demand for medical products is growing rapidly. On top of increasing production capacities, special attention is also being paid to tolerances and surface finishes.
With this in mind, the machine tool supplier GF Machining Solutions and the precision tool manufacturer ZECHA Hartmetall-Werkzeugfabrikation GmbH have committed themselves to a project that examines four different automated manufacturing processes for injection molding, their qualities and running times.
The GF Machining Solutions machining equipment and ZECHA mills offer four cost-effective options with different surface finishes for the implementation of cavities in a mold insert made of 1.2343 with a hardness of 52 HRC. The first manufacturing process for producing a cavity is EDM using a graphite or copper electrode. This complex manufacturing process consists of hard milling the mold insert, electrode milling and sinker EDM. The process of producing an injection mold using a graphite electrode takes just under 57 minutes in total but has many stages. Using the ZECHA-manufactured tools from the SEAGULL family on the GF machines, the Mikron MILL S 600 U and the FORM X 600, users benefit from tolerances of ± 0.005 mm as well as surface finishes of Ra 1.6 µm and VDI 24. It is the polymer concrete machine bed with a high thermal inertia and excellent dampening properties that makes the Mikron MILL S series so special. All five axes are equipped with high precision direct drives (X, Y, Z, B and C drives) and thus enable high speeds of up to 100m/min and µ-accurate positioning. Thanks to a spindle with OptiCool or CoolCore technology, the sophisticated temperature management system with its cooling circuits ensures the optimum cooling of all heat sources and the machine bed. The stable thermal system, the integrated automation and the high-performance guarantee process reliability, superior productivity and maximum part precision.
Our SEAGULL® tools are highly stable ball and torus mills with an extremely short cutting edge and special geometry to minimize the cutting pressure in graphite electrode production. The patented (EP 2 540 427 B1/DE 10 2019 122 039 B3 ), very short cutting edge of the SEAGULL® mills together with its specially developed combination of carbide, diamond coating and geometry, enables the smooth milling of graphite and other hard-brittle non-ferrous materials in dry and wet machining. SEAGULL® high end mills from the 567 and 577 series offer especially small tolerances. Each tool is measured and the packaging is labeled with the actual values. The SEAGULL® quality mills of the 568 and 578 series are available for price-aware users who focus on excellent quality. The torus mill 576.T3 is new to the SEAGULL® family. With its three cutting edges, it is unique in the market and, as a result of its combined geometric features and cutting edge dimensions, has a lot of clearance for swarf removal and high removal rate when roughing as well as the finest contact rations when finishing.
When carrying out the procedure with a copper and graphite electrode, the production time is extended by 180 minutes to a total of 3 hours and 57 minutes. Here too, the machines from GF Machining Solutions equipped with solid carbide torus and ball end mills from the 556 series enable ZECHA tolerances of ± 0.005 mm and surface finishes of Ra 0.22 µm and VDI 7. The solid carbide torus end mills for HSC machining of non-ferrous metals are available as a short version with clearance and precision-ground, polished cutting edges and flutes. For precision in the µ-range, ZECHA manufactures this tool series uncoated as standard or, on request, with a coating optimally matched to the machining.
High-speed milling is another manufacturing process for injection molds. In the first two stages, roughing is carried out with a Ø 3mm ball mill and feed rates of 4m/min. In contrast to machining with a larger too, the short machining times mean that set-up times and costs are reduced, as are the number of tool places. Almost 90% of the total machining time is spent on finishing, which places the highest demands on the tool in terms of maximum surface quality, accuracy and tool life. In the three machining stages, tolerances of ± 0,005 and surface finishes of Ra 0.1 µm and VDI 0 were delivered in 60 minutes. The high-performance end and ball mills from the PEACOCK tool series used on the Mikron MILL S 600 U reach their full potential when machining soft, hard and powder-metallurgical steels up to 70 HRC. The PEACOCK family is the innovation in the ZECHA hard milling cutter range for high-speed machining in mold making. The multi-fluted PEACOCK ball nose and torus end mills are available in different sizes: Series 581P ball nose mills from diameter 0.2 to 12.0 mm and Series 583P and 597P torus mills from diameter 0.2 to 6.0 mm and 0.8 to 6.0 mm respectively. The new 599 series complements the PEACOCK line with immediate effect with new ball and torus mills from diameter 0.1 to 12mm. It also includes the new 599.F4 and 599.F6 lines – special high performance end mills that stand out from the competition: the 599.F4 with a finely machined protective radius of max 0.05mm and the 599.F6 with a defined grinding radius, providing extra edge protection. The new mill design guarantees a high machining efficiency through its great performance and wear resistance for a wide range of materials, alloys and material hardnesses up to 70 HRC. A new coating technology in combination with the right solid carbide substrate, a stabilized geometry, finest micro-geometry as well as rounded shank transitions cover further applications in all shapes and component hardnesses. Even high alloy, soft materials can be dry-finished with cooling lubricant just as well as high-strength, hard materials, not only when roughing but also semi-finishing as well as fine finishing with the highest precision and component shape accuracy. Minimized friction, thanks to optimized and homogenous coating surfaces as well as excellent coating adhesion, also results in better repeatability and safety during use. The resulting potential for tool service life and surface finishes offers significant added value for the customer.
The new CBN line 950 comes as a ball nose and torus end mill ranging from 0.2 to 2.0mm. The high hardness of the substrate contributes to an increased service life of its form and dimensional accuracy. Its precise geometry results in an ideal finish on the component. Likewise, the form contributes to the stability of the cutting edge, reflected in its long service life.
When complemented with digital laser technologies, aesthetic and functional texturing can be implemented both easily and reproducibly. Even complex 3D geometries, including precision parts, are precisely textured, engraved, structured, marked and labeled. Using the LASER P 400 U from Schorndorf, the last step in the aforementioned process, finishing, can be replaced with laser cutting. Compared to the milling process with integrated finishing, the production time is reduced by 22 minutes to 37 minutes for the production of the injection mold. With the intelligent combination of milling and laser texturing, these two experts have created an efficient alternative for surface finishes of Ra 0.6 µm and VDI 16 along with the lowest tolerances of ± 0.005 mm.
Together, GF Machining Solutions and ZECHA’s product portfolios cover all manufacturing processes offering excellent end results. For customers of these two precision experts, this cooperation results in a wide range of possibilities, including the production of injection molds for medical technology. The GF machines when combined with the spectrum of ZECHA molds make production with a wide variety of technologies from a single source a reality. The subsequent supply chain efficiency enables our customers to benefit from a genuine reduction in costs. GF Machining Solutions and ZECHA are constantly working on optimizing EDM technologies to increase machining speeds and reduce electrode wear with highly polished surfaces of Ra 0.1 µm. As a result, GF Machining Solutions and ZECHA have the most economical and highest quality solution ready for every application – with specified tolerances, surface qualities and production times. In the future, they will continue to optimize their machines and tools together in order to guarantee their customers the best possible added value and support.
[1] SEAGULL® Products are protected by the patent EP 2540427B1 in the following countries: DE, AT, CH, LIE, CZ, FR, GB, IT, NL, PL, PT, TR. The SEAGULL® Series 576.T3 is additionally protected by the patent DE 10 2019 122 039 B3 in Germany.










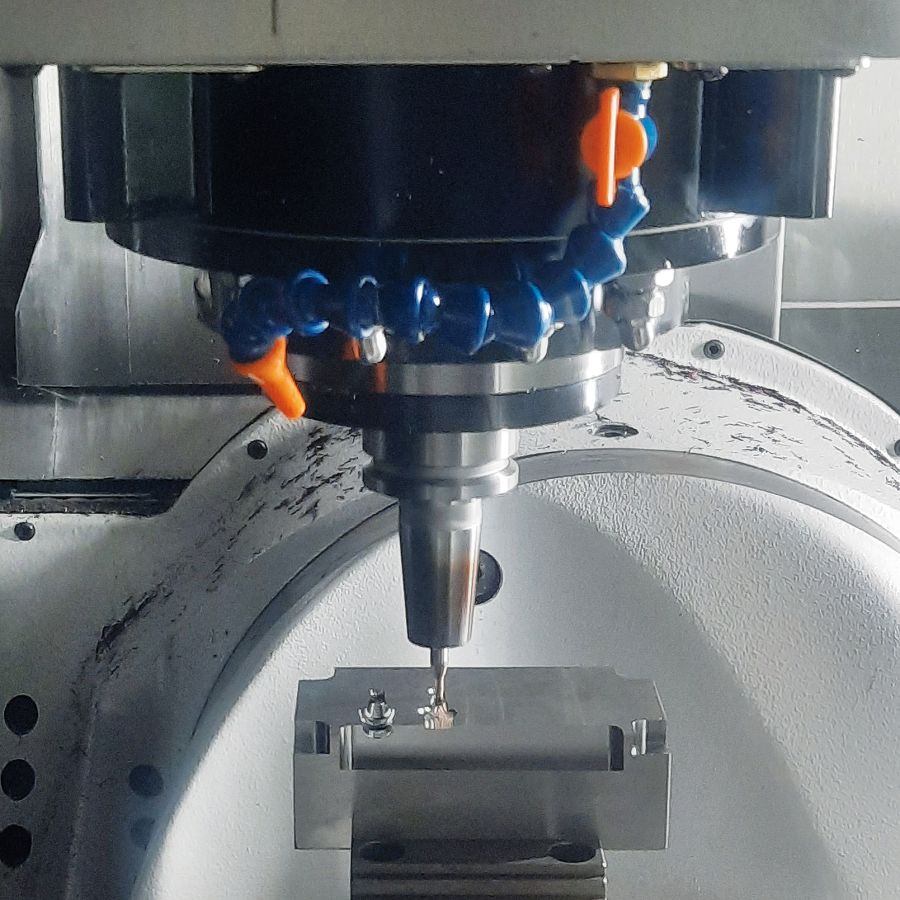
Figure 1: Overview of the application
Figure 2: MILL S 600 U
Figure 3: Klaus Bruder (ZECHA), Alexander Siegmund (GF Machining Solutions)
Figure 4: FORM X 600
Figure 5: LASER P 400 U with WPT (GF Machining Solutions)
Figure 6: Roughing process (GF Machining Solutions)
Figure 7: Copper electrode (GF Machining Solutions)
Figure 8: Tool series PEACOCK (ZECHA)
Figure 9: Tool series SEAGULL® (ZECHA)
ZECHA Hartmetall-Werkzeugfabrikation GmbH
ZECHA Hartmetall-Werkzeugfabrikation GmbH has been a pioneer and trendsetter in the field of micro cutting, stamping and forming tools for over half a century. The company's origins in the chronograph industry can be seen not only in its uncompromising specialization in the producing miniature tools of the highest precision, but also in its special tool solutions.
Precision and quality are key for the international employment in different industries, such as, for example, in medical and dental technology, the chronograph industry, automotive industry, or in tool and mould making. Experts in the company's own research and development department are constantly developing groundbreaking geometries and tools for sophisticated applications and cutting-edge materials.
In addition, tool reproducibility is also guaranteed even for years on account of the life number stamped at the end of the shaft of every tool.
Modern CNC machines, high-end measuring and testing technologies and carefully selected hard metals from leading manufacturers as well as an intensive cooperation with our customers and partners ensure the exceptional perfection of our Tools.
For more information:
ZECHA Hartmetall- Werkzeugfabrikation GmbH
Benzstraße 2
75203 Königsbach-Stein
Tel: +49 (0)7232 3022-0
This email address is being protected from spambots. You need JavaScript enabled to view it.
www.zecha.de
Editorial offices please note:
Text and photos can be requested as files from ZECHA
Tel: +49 (0)7232 3022-0
This email address is being protected from spambots. You need JavaScript enabled to view it.
GF Machining Solutions GmbH
GF Machining Solutions is the world’s leading supplier of machines, automation solutions and services for the tool and mold industry and for manufacturers of precision components. The product range extends from EDM machines and high-speed and high-performance milling machines – including clamping and palletizing systems – to 3D laser surface texturing machines and 3D metal printing machines, service provision, spare and replacement parts, supplies and automation solutions.
Steinbeisstraße 22-24
73614 Schorndorf
Tel.: +49 7181 9260
This email address is being protected from spambots. You need JavaScript enabled to view it.
www.gfms.com